 English
English Français
Français Español
Español Deutsch
Deutsch

Contenido
- 1 ¿Qué es un grifo de hilo?
- 2 Funciones principales de un macho de roscar
- 3 Cómo utilizar un macho de roscar para cálculos de roscas
- 4 Roscado frente a otros métodos de enhebrado
- 5 Diferencia entre un grifo y un grifo roscado
- 6 Cómo prevenir la rotura del grifo
- 7 ¿Qué es un agujero ciego y qué grifo se debe utilizar?
- 8 Cómo mantener un grifo de hilo
- 9 Preguntas frecuentes sobre machos de roscar
- 9.1 ¿Por qué mi grifo sigue rompiéndose en agujeros ciegos?
- 9.2 ¿Puedo utilizar el mismo macho para roscar a mano y a máquina?
- 9.3 ¿Cuál es la diferencia entre cortar y formar machos de roscar?
- 9.4 ¿Cómo quito un grifo roto de un agujero?
- 9.5 ¿Por qué mis hilos están demasiado apretados o demasiado sueltos?
- 9.6 ¿Qué velocidad de corte debo utilizar para roscar?
¿Qué es un grifo de hilo?
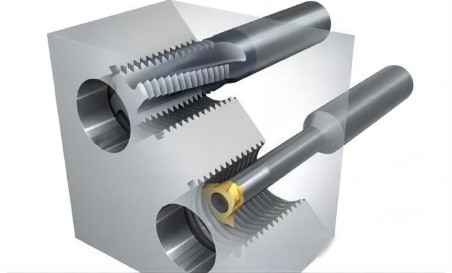
A grifo de hilo es una herramienta de corte especializada diseñada para crear roscas internas dentro de orificios previamente perforados. Funciona quitando material (machos de corte) o desplazando material (machos de formación) para producir ranuras helicoidales que acomodan tornillos, pernos y otros sujetadores roscados. Los machos de roscar son esenciales en las industrias manufacturera, automotriz, aeroespacial y de plomería, donde se requiere un roscado interno preciso para el ensamblaje y la fijación mecánica.
Los machos de roscar generalmente se fabrican con acero cromado endurecido, acero de alta velocidad (HSS) o carburo sólido para resistir las fuerzas de corte y la fricción generadas durante el proceso de roscado. La herramienta presenta ranuras longitudinales que proporcionan bordes cortantes y canales para la evacuación de virutas, junto con un cable biselado que guía el macho hacia el interior del orificio.

Funciones principales de un macho de roscar
Creación de hilos internos
La función principal de un macho de roscar es cortar o formar roscas internas en los agujeros. A diferencia de las herramientas de roscado externo (troqueles), los machos funcionan desde el interior de una superficie cilíndrica, creando el componente hembra de una conexión roscada. Esto permite la fijación segura de pernos, tornillos y pernos a piezas de trabajo de metal, plástico o compuestos.
Reparación y restauración de hilos
Los machos cumplen una función fundamental en la reparación de roscas internas dañadas o peladas. Al volver a cortar el perfil de la rosca, los machos pueden restaurar las roscas desgastadas a sus especificaciones originales, evitando que los componentes de alto valor se desechen. Esto es particularmente importante en reparación de motores, mantenimiento de maquinaria y aplicaciones aeroespaciales, donde los costos de reemplazo de componentes son sustanciales.
Gestión y evacuación de chips
Se han diseñado diferentes geometrías de grifo para gestionar las virutas de forma eficaz. Los machos de punta en espiral empujan las virutas hacia adelante (ideal para agujeros pasantes), mientras que los machos de punta en espiral tiran las virutas hacia atrás (esencial para agujeros ciegos). Esta función de evacuación de viruta evita la rotura de la herramienta y garantiza la calidad de la rosca.

Cómo utilizar un macho de roscar para cálculos de roscas
Cálculo del tamaño del taladro
Antes de roscar, debe perforar un orificio piloto del diámetro correcto. El tamaño del taladro macho se calcula para lograr aproximadamente 65–75% de compromiso del hilo , que proporciona un equilibrio óptimo entre fuerza y torsión. Un agujero de perforación 0,2 mm de tamaño insuficiente puede aumentar el par de roscado mediante 15-25% , aumentando significativamente el riesgo de rotura.
Cálculo de RPM y tasa de avance
Para el roscado CNC, la velocidad del husillo (RPM) se calcula mediante la fórmula: RPM = (Velocidad de corte × 1000) / (π × Diámetro del macho) . La velocidad de avance debe coincidir exactamente con el paso del hilo; cualquier desajuste provoca que el hilo se enganche o se rompa el macho. Por ejemplo, un macho de roscar M6×1,0 requiere exactamente un avance de 1,0 mm por revolución.
Cálculo de profundidad para agujeros ciegos
Al perforar agujeros ciegos, calcule la profundidad de perforación para proporcionar 3 a 5 longitudes de paso de espacio libre más allá de la profundidad de rosca requerida. Esto evita que el grifo entre en contacto con el fondo del orificio, lo que provoca una rotura instantánea. Para una rosca M8×1,25 que requiere una profundidad de rosca de 20 mm, taladre hasta una profundidad mínima de 24 a 26 mm.

Roscado frente a otros métodos de enhebrado
Información clave: Se prefiere el fresado de roscas para materiales que exceden 50 HRC o piezas de alto valor porque las fresas rotas son más fáciles de quitar que los machos rotos. Ofertas de formularios Vida útil 3 veces más larga que cortar grifos en aluminio, pero está limitado a materiales ≤36 HRC.
Diferencia entre un grifo y un grifo roscado
Los términos se utilizan a menudo indistintamente, pero existen distinciones sutiles:
- "Toca" es el término general para cualquier herramienta utilizada para crear roscas internas, incluidos machos de roscar manuales, machos de máquina y machos de formar.
- "Toque de hilo" se refiere específicamente al conjunto completo de herramientas de corte con geometría de rosca definida, canales y configuración de vástago diseñado para producir perfiles de rosca estandarizados (por ejemplo, UNC, UNF, métrico).
En el uso práctico, "macho de rosca" enfatiza la función de la herramienta de crear roscas helicoidales, mientras que "macho de rosca" puede referirse más ampliamente a la categoría de herramienta. Ambos términos describen la misma familia de herramientas fundamentales.

Cómo prevenir la rotura del grifo
La rotura de machos es una de las fallas de mecanizado más costosas; los machos rotos en orificios ciegos a menudo requieren extracción por electroerosión eso puede costar más que la pieza en sí. Implemente estas estrategias comprobadas:
Optimice el tamaño del orificio piloto
Objetivo 75% de participación en el hilo en lugar del 100%. Las roscas completas añaden solo un 5% de resistencia pero triplican las demandas de torsión. Verifique el tamaño de la broca durante la instalación; nunca confíe únicamente en los datos del programa.
Seleccione la geometría de grifo adecuada
- A través de agujeros: Utilice machos de punta en espiral (punta de pistola) que empujen las virutas hacia adelante
- Agujeros ciegos: Utilice grifos de flauta en espiral que tiren las virutas hacia arriba.
- Orificios profundos (>1,5× diámetro): Implementar ciclos de picoteado
Controlar los parámetros de corte
Reduzca la velocidad de corte mediante 20-30% para aceros templados. Utilice el modo de roscado rígido en CNC para sincronizar la velocidad del husillo y la velocidad de avance; la desalineación provoca cargas desiguales y fracturas.
Asegúrese de una lubricación adecuada
Los fluidos de corte a base de aceite con aditivos de presión extrema superan a los refrigerantes solubles en agua para roscado. En el caso del acero inoxidable 316L, una lubricación inadecuada provoca endurecimiento por trabajo y agarrotamiento.
Mantener las condiciones de las herramientas y máquinas
- Reemplace los grifos de manera proactiva según los límites de número de hilos, sin esperar a que falle
- Verifique que el descentramiento del husillo sea ≤0,01mm
- Utilice soportes de grifo flotantes para adaptarse a desalineaciones menores

¿Qué es un agujero ciego y qué grifo se debe utilizar?
Definición de un agujero ciego
A agujero ciego es un agujero que no atraviesa completamente la pieza de trabajo; tiene el fondo cerrado. A diferencia de los agujeros pasantes, los agujeros ciegos atrapan las virutas en su interior, lo que hace que la creación de hilos sea mucho más difícil. Los agujeros ciegos son comunes en bloques de motor, colectores hidráulicos y componentes estructurales donde los sujetadores no deben sobresalir por el lado opuesto.
Tipos de grifos recomendados para agujeros ciegos
Requisito crítico: Para agujeros ciegos, utilice siempre grifos de flauta espiral con canales de refrigerante internos si es posible. Estos empujan las virutas hacia arriba y fuera del agujero, evitando que se acumule en el fondo y provoque roturas. Para orificios de más de 1,5 veces de diámetro, implemente un roscado: avance 2 o 3 roscas y luego retraiga para eliminar las virutas.
Cómo mantener un grifo de hilo
Limpieza y almacenamiento
Después de cada uso, limpie a fondo los grifos con un cepillo y disolvente para eliminar virutas y residuos de líquido de corte. Guarde los grifos en compartimentos individuales o fundas protectoras para evitar daños en los bordes. Nunca arroje grifos en cajones de herramientas donde puedan entrar en contacto con otras herramientas.
Inspección y Afilado
Inspeccione los bordes cortantes del macho con lupa para detectar desgaste, astillas o bordes acumulados. Rectifique las flautas cuando se detecte desgaste, pero nunca muelas el fondo de la flauta —Esto debilita la herramienta. Retire todas las secciones desgastadas durante el reafilado para restaurar la geometría adecuada. Evite crear un ancho de terreno demasiado estrecho durante el reafilado.
Recubrimiento y tratamiento de superficies
Aplicar tratamientos superficiales como Nitruro de titanio (TiN) u óxido de vapor para reducir la fricción y prolongar la vida útil de la herramienta. Los recubrimientos de TiCN son particularmente eficaces para aplicaciones de acero inoxidable. Los grifos revestidos pueden lograr 2-3 veces la vida útil de la herramienta de herramientas sin recubrimiento.
Gestión de la vida
Establezca límites de vida útil de la herramienta predeterminados según el material y el número de hilos. Por ejemplo, un grifo HSS de aluminio podría procesar 500–1000 agujeros , mientras que el mismo grifo de acero inoxidable 316L sólo puede durar 50–100 hoyos . Reemplace los machos de manera proactiva: los machos desgastados cortan roscas de tamaño insuficiente y requieren un torque mayor, lo que aumenta el riesgo de rotura.

Preguntas frecuentes sobre machos de roscar
¿Por qué mi grifo sigue rompiéndose en agujeros ciegos?
La causa más común es acumulación de viruta en el fondo del agujero . Cambie a machos de roscar con flauta en espiral que tiren las virutas hacia arriba, verifique que la profundidad de su perforación proporcione un espacio libre adecuado (de 3 a 5 pasos más allá de la profundidad de la rosca) y considere ciclos de roscado para agujeros profundos.
¿Puedo utilizar el mismo macho para roscar a mano y a máquina?
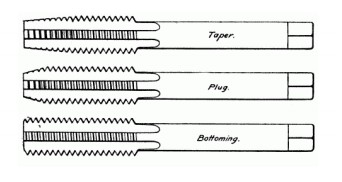
Los machos de roscar manuales (juegos de cono, tapón y fondo) están diseñados para uso manual con llaves giramachos y tienen longitudes de chaflán específicas para un corte progresivo. Los machos de máquina están diseñados para uso en centros de mecanizado/CNC con velocidades de avance sincronizadas. Si bien los machos de roscar manuales se pueden usar en máquinas, los machos de máquina no deben usarse manualmente debido a su geometría agresiva.
¿Cuál es la diferencia entre cortar y formar machos de roscar?
Grifos de corte Retire el material para crear hilos y producir astillas. Grifos formadores (machos de rodillo) desplazan el material sin formación de virutas, creando roscas más fuertes con un mejor acabado superficial. Sin embargo, los machos de roscar requieren materiales ≤36 HRC y producen roscas ligeramente más grandes, lo que requiere orificios piloto más grandes.
¿Cómo quito un grifo roto de un agujero?
Los métodos de eliminación incluyen: (1) Extractores de grifos que agarran el vástago roto, (2) Mecanizado por descarga eléctrica (EDM) para quemar el grifo, (3) Perforación cuidadosa con taladros de mano izquierda o (4) Disolución química para piezas de alto valor. La prevención siempre es más rentable: retirar el macho roto puede costar más que la propia pieza de trabajo.
¿Por qué mis hilos están demasiado apretados o demasiado sueltos?
Hilos sueltos indican agujeros de perforación de gran tamaño o machos de roscar desgastados que cortan a un tamaño insuficiente. Hilos apretados sugieren brocas de tamaño insuficiente, machos de roscar desgastados que cortan tamaños insuficientes (el desgaste del flanco aumenta el diámetro de paso) o lubricación insuficiente que causa irritación. Siempre verifique el tamaño de la broca y especifique las clases de tolerancia (6H para métrico, 2B para unificado) en los planos.
¿Qué velocidad de corte debo utilizar para roscar?
Velocidades superficiales típicas: Aluminio: 15–25 m/min; Acero al carbono: 8–12 m/min; Acero inoxidable: 4–8 m/min; Acero endurecido (>45 HRC): 3–5 m/min . En caso de duda, comience por el extremo inferior y aumente gradualmente. La velocidad excesiva provoca endurecimiento por trabajo en el acero inoxidable y acumulación de calor que acelera el desgaste.


