English
English Français
Français Español
Español Deutsch
Deutsch

Contenido
- 1 Principales tipos de insertos de rosca de alambre
- 2 Cómo seleccionar el modelo apropiado
- 3 Herramientas de instalación necesarias
- 4 Procedimiento de instalación correcto
- 5 Materiales compatibles
- 6 Manejo del ajuste excesivo y la rotura
- 7 Preguntas frecuentes
- 7.1 ¿Se pueden reutilizar los insertos de hilo de alambre?
- 7.2 ¿Cuánto más resistente es un orificio roscado con inserto?
- 7.3 ¿Los insertos afectan las especificaciones de torque de los pernos?
- 7.4 ¿Están estandarizados los insertos de hilo de alambre?
- 7.5 ¿Se pueden instalar insertos en agujeros ciegos?
- 7.6 ¿Qué causa que el inserto "gire" o se salga?
A inserto de hilo de alambre es un dispositivo de sujeción enrollado helicoidalmente hecho de alambre de acero inoxidable de alta resistencia (típicamente Tipo 304 o 316) con una sección transversal en forma de diamante. Se inserta en un orificio previamente roscado para crear una rosca interna permanente y resistente al desgaste que supera la resistencia de la mayoría de los materiales base. El diseño tipo resorte del inserto le permite distribuir cargas uniformemente a lo largo de toda la longitud de la rosca, transformyo la carga de corte en "tensión de aro" radial para una integridad superior de la unión.
Desarrollados originalmente para aplicaciones aeroespaciales y automotrices, los insertos de rosca de alambre cumplen dos funciones principales: reparar hilos dañados o pelados y hilos de refuerzo en materiales blandos como aluminio, magnesio y compuestos. La superficie acabada (de 8 a 16 micropulgadas) es excepcionalmente lisa, lo que prácticamente elimina la erosión de la rosca inducida por la fricción y proporciona resistencia a la corrosión.

Principales tipos de insertos de rosca de alambre
Los insertos de rosca de alambre se clasifican según su mecanismo de bloqueo y método de instalación. Los cuatro tipos principales son:
Insertos de funcionamiento libre (estándar)
Estos son el tipo más común: esencialmente resortes helicoidales que crean roscas internas que coinciden con el tamaño del perno. Proporcionan hilos suaves y libres sin ninguna función de bloqueo. Lo mejor para: Aplicaciones de uso general donde se requiere montaje/desmontaje frecuente y la vibración es mínima.
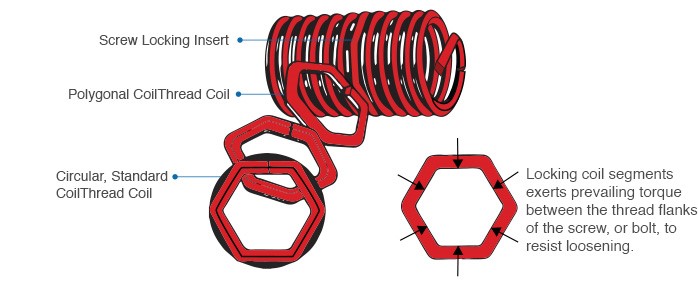
Insertos de bloqueo de tornillos
Estos insertos cuentan con una o más bobinas de agarre poligonales que ejercen presión radial sobre la rosca macho, creando un par predominante para evitar que se afloje debido a vibración o impacto. Eliminan la necesidad de mecanismos de bloqueo adicionales como arandelas de seguridad o compuestos de bloqueo de roscas. Lo mejor para: Entornos de alta vibración como motores, maquinaria y aplicaciones aeroespaciales.
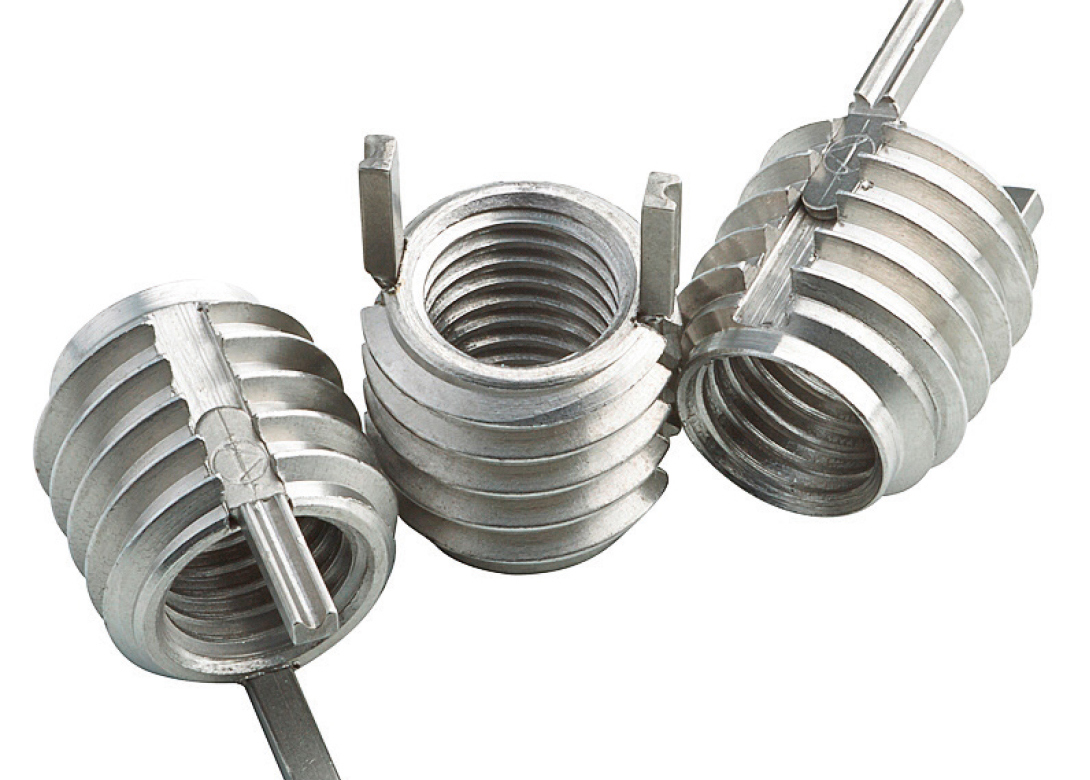
Inserciones con espigas
El diseño original presenta una pequeña espiga (manija de instalación) en un extremo de la bobina. La espiga se engancha con la herramienta de instalación y se debe romper después de la instalación. Ventajas: Menor costo, confiabilidad establecida. Desventajas: Riesgo de residuos de objetos extraños (FOD) provenientes de la espiga rota, lo que requiere recuperación de los agujeros ciegos.
Inserciones sin enredos
Una innovación moderna que presenta muescas en ambos extremos en lugar de una espiga. Estos insertos se pueden instalar y quitar sin romper ninguna pieza, eliminando por completo los riesgos de FOD. Ventajas: Reutilizable, instalación más rápida, no requiere recuperación de espigas, ideal para aplicaciones críticas aeroespaciales y de salas limpias. Disponible en: Configuraciones de funcionamiento libre y de bloqueo por tornillo.

| Tipo | Función de bloqueo | Instalación | Riesgo de FOD | Mejor aplicación |
|---|---|---|---|---|
| Funcionamiento libre | Ninguno | Enredado o sin enredos | Bajo-Medio | asamblea general |
| Bloqueo de tornillos | Bobinas de agarre radial | Enredado o sin enredos | Bajo-Medio | Ambientes de alta vibración |
| enredado | Varía | Requiere rotura de espiga | Medio-Alto | Aplicaciones sensibles a los costos |
| sin enredos | Varía | No se requiere interrupción | Ninguno | Aeroespacial, sistemas críticos. |
Cómo seleccionar el modelo apropiado
Seleccionar el inserto de hilo de alambre correcto requiere considerar cuatro parámetros clave:
Tamaño y paso de rosca
Haga coincidir el inserto con la especificación de su perno (métrico: M2–M39; imperial: UNC/UNF #2 a 1/2" y mayor). El inserto debe coincidir tanto con el diámetro nominal como con el paso de rosca (grueso o fino) del sujetador.
Longitud de inserción
La longitud de la plaquita se especifica como un múltiplo del diámetro de la rosca (D):
- 1.0D: Enganche mínimo, adecuado para espacios reducidos
- 1.5D: Longitud estándar para la mayoría de las aplicaciones
- 2.0D–3.0D: Máxima resistencia para aplicaciones críticas o de alta carga
Selección de materiales
Los insertos estándar se fabrican a partir de acero inoxidable 304 (AISI 304, endurecido por trabajo a una resistencia a la tracción de 200.000 psi). Para aplicaciones especializadas:
- Acero inoxidable 316: Resistencia a la corrosión mejorada para entornos marinos/químicos.
- Inconel X-750: Aplicaciones de alta temperatura (hasta 550°C/1022°F)
- Bronce fosforado: Aplicaciones que requieren resistencia reducida al irritamiento o a las chispas.
Tratamiento superficial
Los recubrimientos opcionales mejoran el rendimiento en condiciones específicas:
- Lubricante de película seca (MolyLube): Reduce la fricción en aplicaciones de alto torque, resistencia a altas temperaturas
- Cadmio o niquelado: Resistencia superior a la corrosión, evita la irritación durante la instalación.
- Chapado en plata: Aplicaciones de temperatura extrema, reduce el desgaste de roscas.
Herramientas de instalación necesarias
Una instalación completa del inserto de hilo de alambre requiere las siguientes herramientas especializadas:

| Herramienta | Función | Notas de especificación |
|---|---|---|
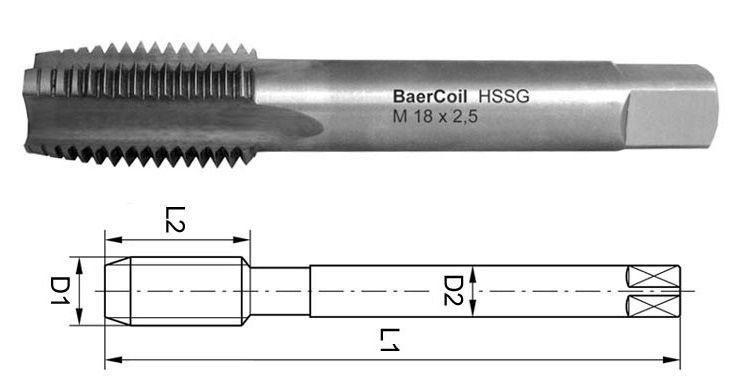
| Grifo STI (inserto de rosca de tornillo) | Crea hilos internos para insertar. | Diámetro de paso mayor que el grifo estándar; debe coincidir exactamente con el tamaño del inserto |
| Broca para agujeros centrales | Taladra un agujero piloto antes de roscar | Diámetro específico para el tamaño de la plaquita; no se permiten tolerancias |
| Herramienta de inserción (prebobinador) | Los vientos se insertan en el orificio roscado. | Manual, eléctrico o neumático; tipos de mandril cautivo o no cautivo |
| Herramienta de rotura de espiga | Elimina la espiga después de la instalación. | Punzón y martillo (200 g) para tamaños pequeños; herramientas de desprendimiento especializadas para grandes |
| avellanador | Crea un chaflán de entrada | Profundidad ≤ 0,4 × paso; evita que el hilo del inserto se cruce |
| Medidor de tapón de rosca | Verifica la precisión del hilo terminado. | Medidor Pasa/No pasa para control de calidad |
| Herramienta de extracción | Elimina inserciones dañadas | Requerido para escenarios de reparación o reemplazo |
Opciones de herramientas eléctricas: Para producción de gran volumen, las herramientas de instalación neumáticas o eléctricas proporcionan una profundidad de instalación constante mediante límites de profundidad ajustables y funciones de inversión automática.
Procedimiento de instalación correcto
La instalación adecuada sigue unas instrucciones precisas. secuencia de cinco pasos . Las desviaciones de este procedimiento son la causa principal de falla del inserto.

Paso 1: Perforación
Con la broca STI especificada, taladre el orificio hasta obtener el diámetro y la profundidad correctos. Requisitos críticos: La profundidad de perforación debe exceder la profundidad de instalación del inserto en al menos 1 o 2 hilos; el agujero no debe ser cónico; Las virutas deben eliminarse por completo, algo especialmente crítico en el caso de agujeros ciegos.
Paso 2: avellanado
Aplique un avellanador a la entrada del orificio para evitar que la rosca se cruce y proporcione una entrada para el inserto. Profundidad máxima de avellanado: 0,4 × paso. Un avellanado excesivo compromete la retención de la plaquita.
Paso 3: Toque (STI Tap)
Corte las roscas utilizando el macho STI especificado, que crea un diámetro de paso mayor que los machos estándar para adaptarse al diámetro exterior del inserto. Para orificios pasantes, la profundidad del grifo debe exceder la longitud del inserto. Para agujeros ciegos, use fuerza controlada para evitar que el grifo se rompa. Limpiar los hilos a fondo utilizando aire comprimido (boquillas radiales para agujeros ciegos) antes de la instalación del inserto.
Paso 4: Insertar instalación
Monte el inserto en la herramienta de instalación, encajando la espiga (para insertos con espiga) o las muescas (para inserciones sin espiga). Gire la herramienta para enrollar el inserto en el orificio roscado. Deténgase cuando el inserto esté entre 0,25 y 0,75 hilos por debajo de la superficie. Evite aplicar una fuerza axial excesiva, que puede provocar "roscados cruzados" o daños en la plaquita.
Paso 5: Eliminación de espiga (solo inserciones con espiga)
Para agujeros pasantes: Coloque la herramienta para romper espigas (punzón) sobre la espiga y golpee el otro extremo de la herramienta con un martillo de 200 g para cortar la espiga. Para agujeros ciegos: utilice alicates de punta larga o herramientas de extracción para recuperar la espiga rota. Verifique con un calibre de tapón de rosca que la rosca terminada cumpla con las especificaciones (normalmente tolerancia ISO 2/6H).

Materiales compatibles
Los insertos de hilo de alambre son compatibles con prácticamente todos los materiales de ingeniería, con beneficios particulares para sustratos más blandos.
Metales blandos (aplicaciones primarias)
- Aleaciones de aluminio: Aplicación más común; evita que se rompan las roscas en aluminio fundido y forjado
- Aleaciones de magnesio: Esencial para componentes ligeros aeroespaciales y automotrices
- Cobre y bronce: Proporciona resistencia al desgaste en metales no ferrosos más blandos.
- Titanio: Compatible pero a menudo utilizado para reparación de roscas en lugar de refuerzo primario.

Metales ferrosos
Aunque se necesitan con menos frecuencia en acero (que tiene una resistencia de rosca adecuada), los insertos se utilizan en hierro fundido y hierro dúctil para resistencia al desgaste y en acero aplicaciones que requieren montaje/desmontaje frecuente para evitar el desgaste de la rosca.
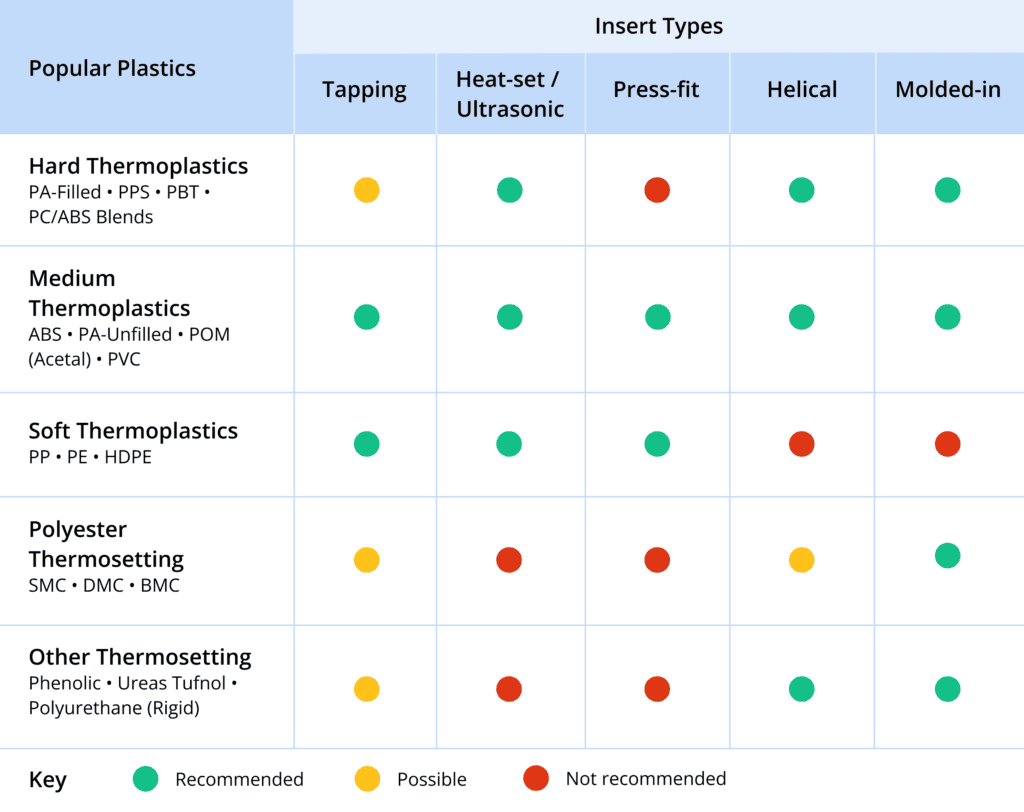
Materiales no metálicos
Efectivo en termoplásticos, termoestables y compuestos (fibra de carbono, fibra de vidrio) donde los hilos directos se desprenderían fácilmente. La presión radial del inserto crea un bloqueo mecánico sin concentraciones de tensión que provoquen grietas en materiales frágiles.
Directriz de dureza del material: Los insertos son más beneficiosos cuando la dureza del material original es inferior 30 HRC (Rockwell C) . En materiales más duros, los insertos proporcionan resistencia a la corrosión y prolongan la vida útil de la rosca en lugar de mejorar la resistencia.
Manejo del ajuste excesivo y la rotura
Los errores de instalación requieren una reparación sistemática para restaurar la integridad del subproceso.
Extracción del inserto demasiado apretado
Cuando un inserto está demasiado apretado o mal asentado, utilice un especialista herramienta de extracción . Inserte la punta de la herramienta en la bobina de inserción, presione firmemente y gire en sentido antihorario para retirar el inserto. Para casos difíciles, aplique aceite penetrante y déjelo en remojo antes de intentar la extracción.
Eliminación de insertos rotos
Si el inserto se rompe durante la instalación:
- Taladre el inserto roto con una broca Ligeramente más pequeño que el tamaño del taladro STI. para evitar dañar los hilos principales
- Utilice un extractor de grifos o una herramienta de fácil extracción para eliminar los fragmentos restantes de la bobina.
- Inspeccione el orificio roscado en busca de daños; Si las roscas están comprometidas, taladre hasta el siguiente tamaño de inserto más grande o use un inserto de casquillo sólido (Keensert) para reparar

Medidas de Prevención
Para evitar apretar demasiado:
- Utilice herramientas de instalación con limitación de torsión o llaves dinamométricas preestablecidas.
- Detenga la instalación cuando el inserto esté 0,25–0,75 hilos debajo de la superficie —nunca al ras ni sobresaliendo
- Verifique que la profundidad del grifo sea suficiente antes de la instalación; Una profundidad insuficiente provoca "tocar fondo" y distorsión de la bobina.
- Utilice una lubricación adecuada durante el roscado para evitar irritaciones que pueden causar que el inserto se atasque.
Preguntas frecuentes
¿Se pueden reutilizar los insertos de hilo de alambre?
Los insertos sin enredos se pueden quitar y reutilizar varias veces. sin daños. Técnicamente, los insertos con espiga se pueden quitar, pero la rotura de la espiga hace que su reutilización no sea práctica. Para aplicaciones que requieren mantenimiento frecuente, especifique insertos sin espigas desde el principio.
¿Cuánto más resistente es un orificio roscado con inserto?
Un inserto de hilo de alambre correctamente instalado proporciona un hilo que es 20% más fuerte que el hilo original del material original. en tensión y significativamente superior en corte. La distribución de la carga a lo largo de toda la longitud del inserto frente a la concentración en las primeras 2 o 3 roscas de un orificio roscado estándar proporciona la principal ventaja de resistencia.
¿Los insertos afectan las especificaciones de torque de los pernos?
Los insertos de bloqueo de tornillos requieren mayor par de instalación (normalmente entre 1,5 y 2 veces el estándar) debido al par predominante de las bobinas de agarre. Los insertos de funcionamiento libre utilizan valores de torque estándar. Siempre verifique las especificaciones del fabricante del inserto, ya que un torque insuficiente puede provocar que se afloje, mientras que un torque excesivo corre el riesgo de fallar el perno.
¿Están estandarizados los insertos de hilo de alambre?
Sí, la mayoría de los insertos cumplen con DIN 8140 (europeo), NASM 21209 (Aeroespacial), o MS21209 (Estándar militar). Esta estandarización garantiza la compatibilidad entre fabricantes de insertos, grifos y herramientas de instalación, aunque se recomienda la verificación para aplicaciones críticas.
¿Se pueden instalar insertos en agujeros ciegos?
Sí, tanto los insertos con y sin enredos funcionan en agujeros ciegos. Para insertos con espiga en orificios ciegos, asegúrese de que la profundidad del orificio se ajuste a toda la longitud del inserto más el espacio libre para romper la espiga. Los insertos sin espigas son particularmente ventajosos para agujeros ciegos ya que eliminan el riesgo de que queden espigas sueltas en la cavidad.
¿Qué causa que el inserto "gire" o se salga?
La rotación de inserción en el orificio principal indica presión radial insuficiente , generalmente causado por: (1) tamaño de macho de roscar STI incorrecto que resulta en roscas de gran tamaño, (2) instalación en material por debajo de la dureza/resistencia al corte mínima, o (3) uso de una longitud de inserto demasiado corta para la carga. La solución requiere perforar e instalar un inserto más grande o cambiar a un inserto sólido con llave.